Горячеканальная литниковая система является составной частью современной пресс-формы для литья пластмасс под давлением. Горячеканальная система (ГКС) как правило выполняется из высококачественной стали при определенном уровне закалки. Горячеканальная система служит для доставки (транспортировки) расплавленного полимера из сопла литьевой машины — термопластавтомата (ТПА) непосредственно в формообразующую полость пресс-формы.
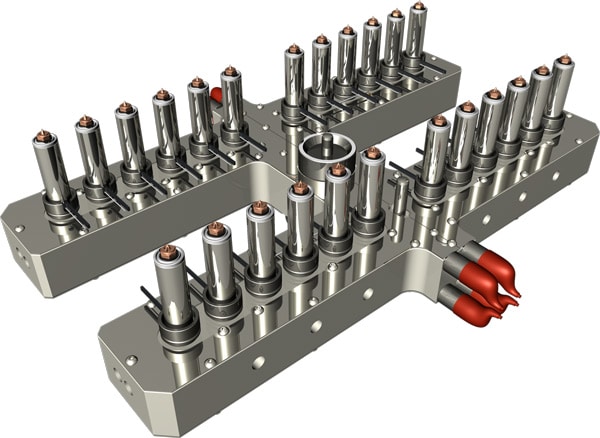
Обычно горячеканальные системы состоят из трех основных частей:
1. Центральная обогреваемая литниковая втулка.
2. Распределительный коллектор (manifold) — служит для непосредственной разводки расплавленного материала между соплами ГКС, применим в том случае, когда необходимо произвести горячеканальный впрыск более чем через 1 сопло (инжектор)
3. Горячеканальные сопла (инжектора / дюзы) — это втулки через которые расплавленный материал доставляется непосредственно к месту впрыска в гнездо(а) литьевой пресс-формы. Как правило состоит из нескольких элементов, таких как: торпеда, фиксирующая гайка, тело втулки с фланцем, нагревательный элемент и термопара. Количество элементов сопла может быть больше, если применяется ГКС запорного типа (+ запорный клапан и привод, отвечающий за открытие и закрытие клапана)
По сравнению с традиционными методами холодного литья полимерных изделий горячеканальные установки характеризуются большим количеством преимуществ. Литье с помощью ГКС обеспечивает:
Производственные циклы при использовании ГКС для изделий с тонкими стенками могут сокращаться до 60% сравнительно с холодноканальным литьем. Обусловлено это отсутствием необходимости одновременного охлаждения изделия с литником.
Запросить стоимость изготовления горячеканальной системы